
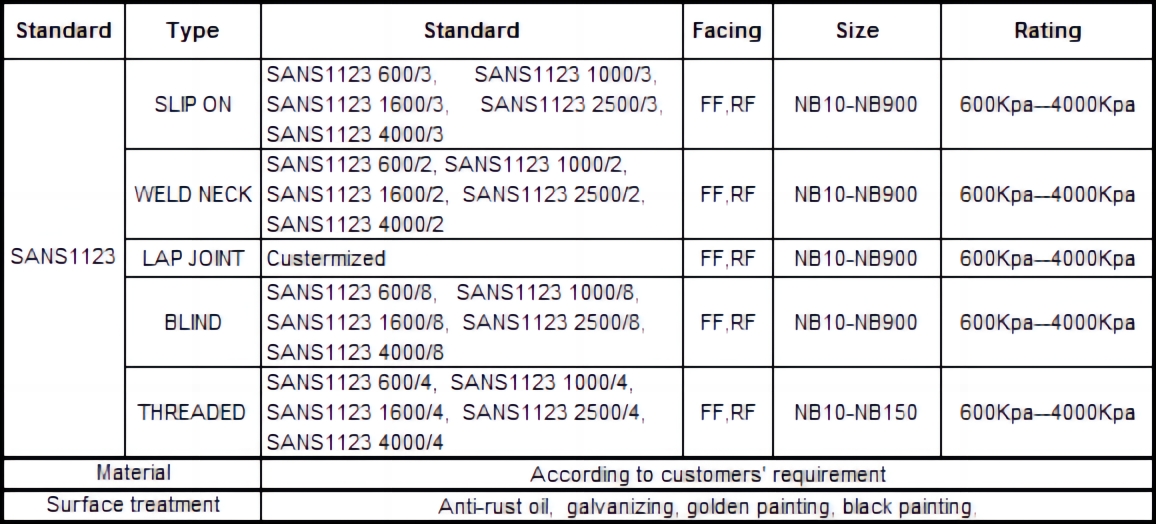
تحت استاندارد SANS 1123، انواع مختلفی از لغزش روی فلنج ها وجود دارد، فلنج های گردنی جوشکاری،فلنج های مفصل دامان,فلنج های کوروفلنج های رزوه ای
از نظر استانداردهای اندازه، SANS 1123 با استانداردهای رایج آمریکایی، ژاپنی و اروپایی متفاوت است. به جای Class، PN و K، SANS 1123 یک نمایش خاص را اتخاذ می کند: به عنوان مثال، با فلنج جوشکاری صاف گردن 600/3، 1000/3، 1600/3، 250/3، 4000/3، با فلنج جوشکاری لب به لب گردنی است. متفاوت، 600/2، 1000/2، 1600/2، 250/2، 4000/2، فلنج کور 600/8، 1000/8، 1600/8، 2500/8، 4000/8، فلنج رزوه ای 600/ 4، 1000/4، 1600/4، 2500/4، 4000/4، فلنج شل را می توان اندازه سفارشی کرد.
فلنج SANS 1123 نزدیک به فلنج اروپایی مشخص شده با PN است و درجه فشار آن از 250 کیلو پاسکال تا 4000 کیلو پاسکال است که به درجه فشار مشخص شده با PN یعنی PN 2.5 به PN 40 تبدیل می شود، اما دمای قابل اعمال آن - 10 ℃ تا 200 ℃، و محدوده دمایی قابل اجرا کوچک است. پس از تأیید، مشخص شد که در مقایسه با فلنج BS EN 1092-1، تحت یک اندازه اسمی و کلاس فشار متناظر، اگرچه برخی از فلنجهای اندازه اسمی بزرگتر فلنج SANS 1123 نازکتر هستند، قطر بیرونی فلنج، مرکز سوراخ پیچ قطر دایره، مجموعه بست ها و مشخصات رزوه، که تعیین می کند آیا دو فلنج را می توان توسط بست ها ثابت کرد یا خیر، اساساً اندازه اتصال فلنج یکسان هستند، بنابراین، فلنج SANS 1123 اساساً الزامات درجات مختلف مواد لوله را در این پروژه برآورده می کند.
از آنجایی که سطح فناوری تولید لوله های فولادی آفریقای جنوبی به طور کلی از کشورهای توسعه یافته در اروپا و ایالات متحده عقب است، شاخص های فنی لوله های فولادی تولید شده طبق استانداردهای آفریقای جنوبی پایین است و ظرفیت تحمل فشار محدود است، فولاد آفریقای جنوبی استاندارد لوله این پروژه فقط برای لوله های کربن فولادی با دمای پایین و فشار کم استفاده می شود و لوله های فولادی کربن با فشار طراحی 2.5 مگاپاسکال یا دمای طراحی 100 ℃ و تمام لوله های فولادی ضد زنگ استانداردهای آمریکایی را دارند. ترکیب شیمیایی و شاخص مقاومت مواد لوله فولادی در استانداردهای لوله فولادی آفریقای جنوبی و استانداردهای لوله فولادی آمریکا دارای تفاوت های خاصی هستند و برخی از لوله های فولادی دارای قطرهای خارجی متفاوت هستند (به جدول 1 مانند DN65 مراجعه کنید). اگر چه مشکل تفاوت در ترکیب مواد مواد پایه لوله فولادی در هر دو انتهای جوش را می توان از طریق انتخاب میله های جوشکاری و بهبود فرآیند جوش حل کرد و مشکل تفاوت در قطر بیرونی جوشکاری لوله فولادی در هر دو انتهای جوش لب به لب را می توان از طریق پیرایش پلکانی حل کرد، این بدون شک مشکلات بزرگی را برای ساخت خط لوله به همراه دارد و برای تضمین کیفیت ساخت و ساز مفید نیست. اتصال آب بندی را می توان از طریق همکاری فلنج، واشر و بست محقق کرد. واشر فلنج ها را در هر دو انتها جدا می کند و بست به مواد مشابه فلنج ها در هر دو انتها نیاز ندارد. بنابراین، تفاوت بین ترکیب مواد و قطر بیرونی لوله های فولادی در دو انتها قابل حل است. از این گذشته، اتصال لوله های فولادی با استانداردهای مختلف معمولاً در محلی که درجه مواد لوله تغییر می کند اتفاق می افتد. این گونه اتصالات زیاد نیستند و استفاده از فلنج هزینه زیادی به پروژه اضافه نمی کند.
زمان ارسال: مارس-02-2023



